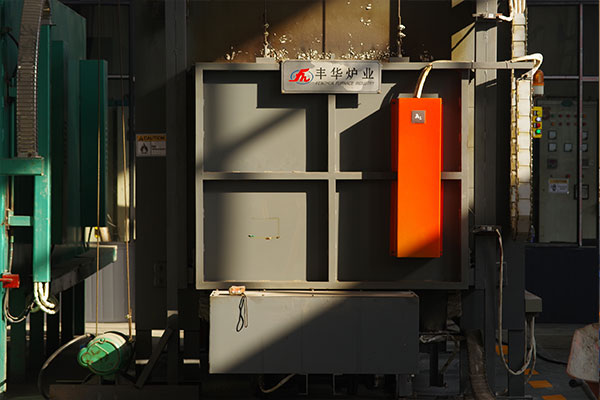
感应
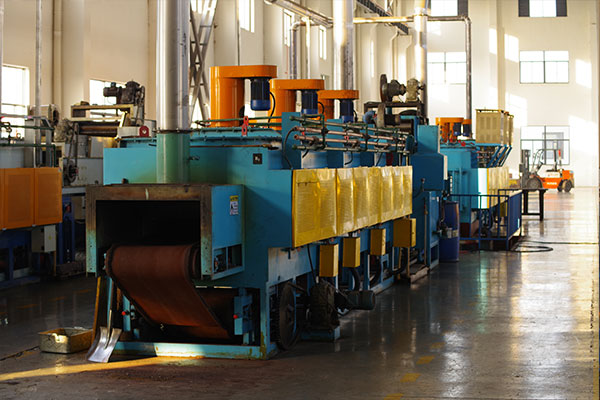
我们拥有中频、高频、超高频等多台设备及多年让热处理经验
Honor and qualification



协同客户探讨所需热处理技术

采取相应工件适配的热处理工艺

时刻把控制程的质量检验成果

严格遵照体系规章迭代求精
里祥兢业于热处理技术研发,致力符合客户最适配的工艺需求
不影响心部组织的情况下生成表面硬化层从而提高耐磨性、表面硬度及疲劳寿命的表面硬化工艺。








我们拥有中频、高频、超高频等多台设备及多年让热处理经验








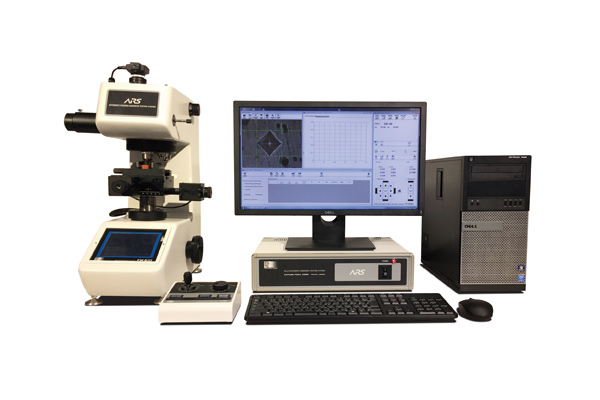
里祥拥有包含热处理加工,表面处理、质量检测、金相分析等设备一应俱全,为客户提供高品质的服务
海安县白甸镇节能环保科技产业园
0513-69950699
lijunhua@lxheattech.com
http://www.lxheattech.com/
13918576164
涂经理
江苏里祥热处理科技有限公司,位于江苏省南通市海安市,为经营专业热处理之台资企业,专营低/中/高/超高频感应、淬火、调质、渗碳、碳氮共渗、氮化及配套表面处理工艺、质量分析等项目。
我司拥经验丰富的精英团队,传承台湾“颢泰工业”、上海“里祥精密”、上海“海上热处理”,具备三十年以上热处理资源储备,品质是我们秉持的核心理念,里祥诚挚地邀请您成为我们一站式热处理配套体系的大家庭。

尽管里祥有着深厚的历史传承,我们当本着承先启后的新创理念,始终相信唯有活络的工作氛围以及流畅的部门沟通,才能在积极态度响应的基础上,更好的来为热处理产业做出贡献。
在知识的航道上同事们一起学习成长,勇于挑战新观点、乐于拥抱新观点,我们期望里祥不仅是滋养才能的温床,更是孕育知性的乐土;在收获的喜悦里发光,在擅长的领域里发热。

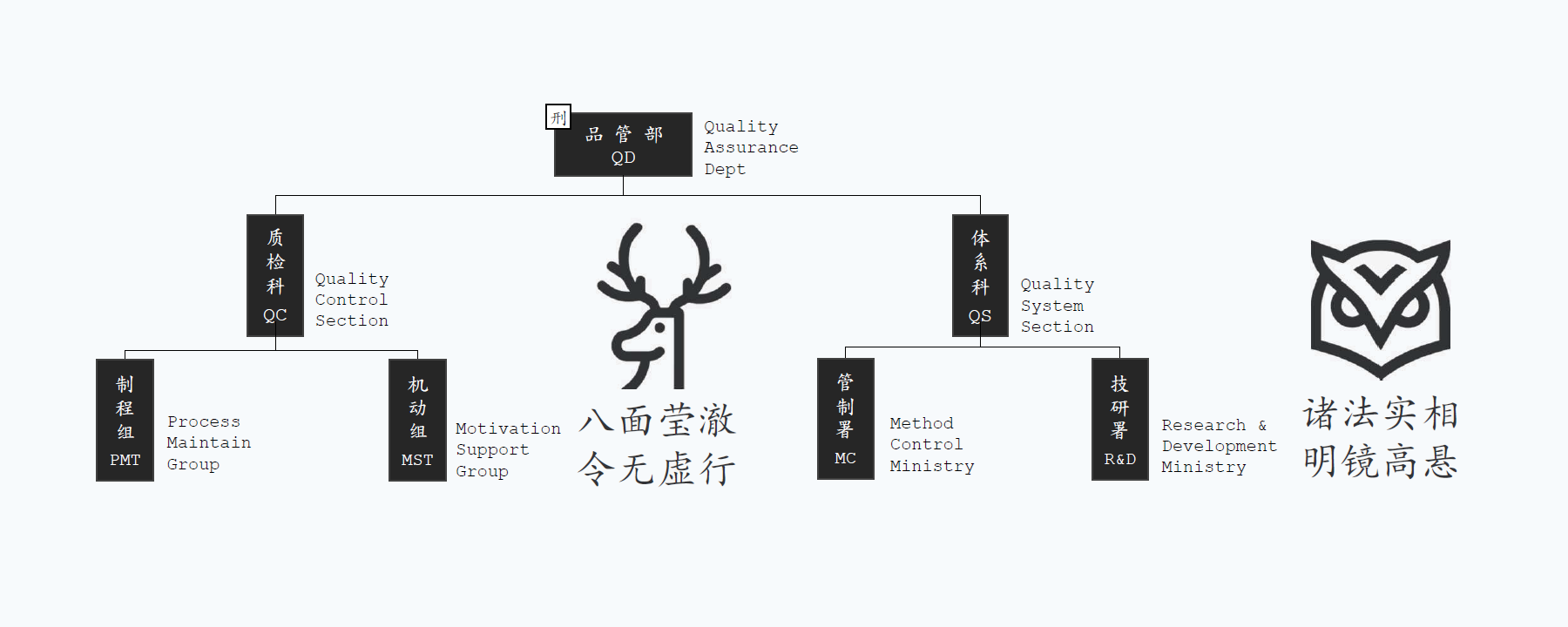
质量第一,信誉至上,
持续改进,顾客满意。
-上海里祥精密2003-12
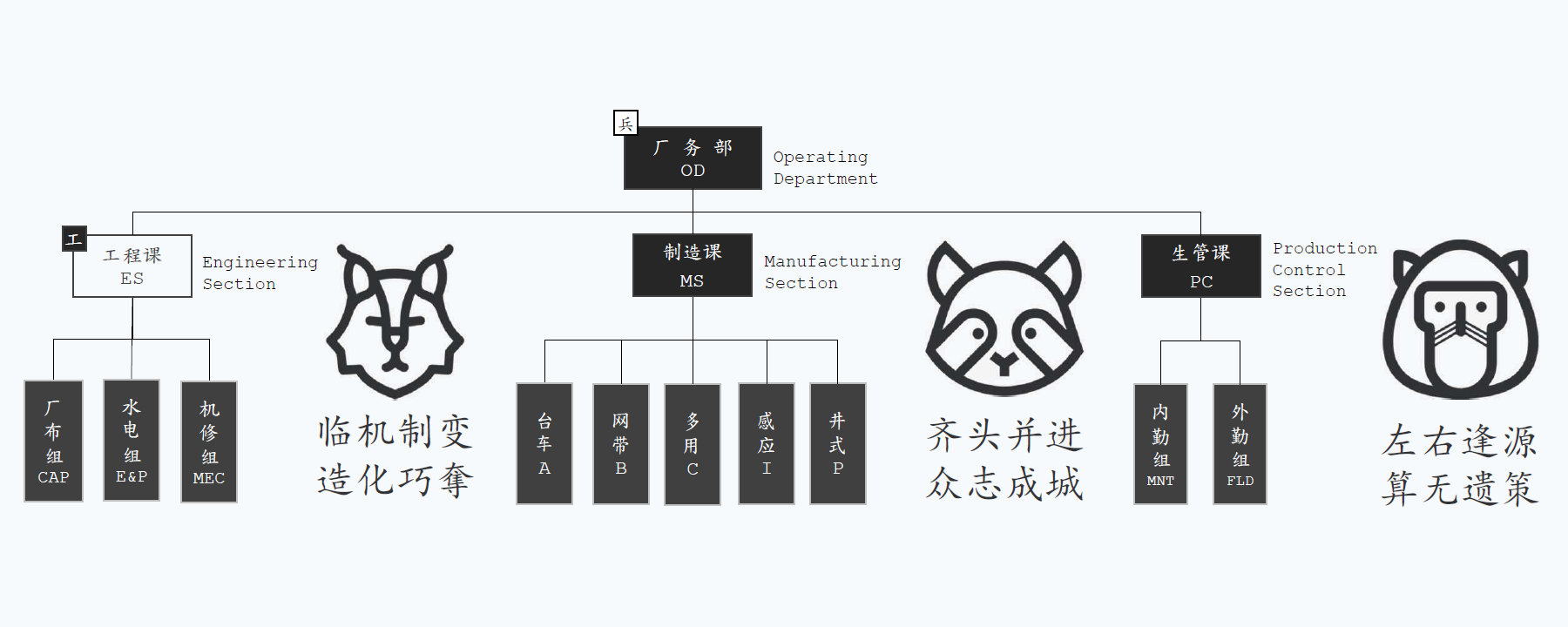
灵机制变,造化巧夺;
齐头并进,众志成城;
左右逢源,算无遗策。
-里祥厂务部20周年
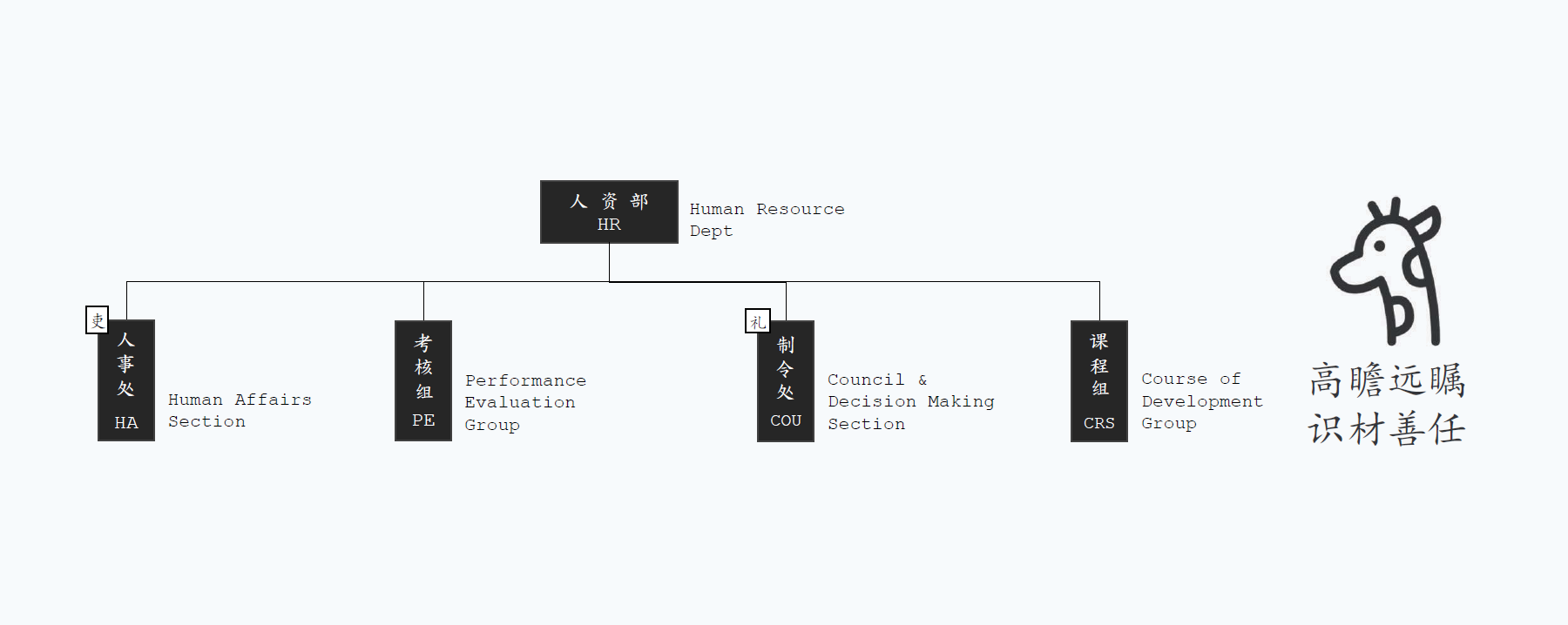
疏难解惑是我们积极创新的动力
传道授业是里祥人才永续的源泉
通知达理是我们致臻致善的使命
兴业安居是里祥化育树人的初心
- 李鸿漳

0513-69950699
来电咨询